

氩电联焊是什么意思
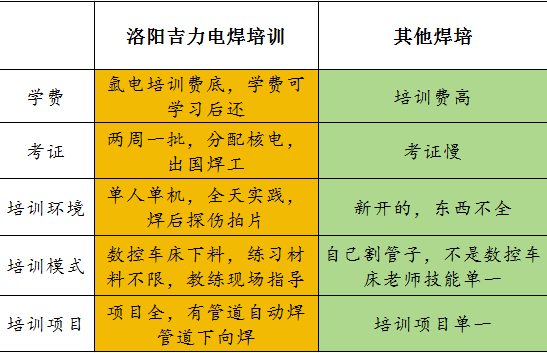
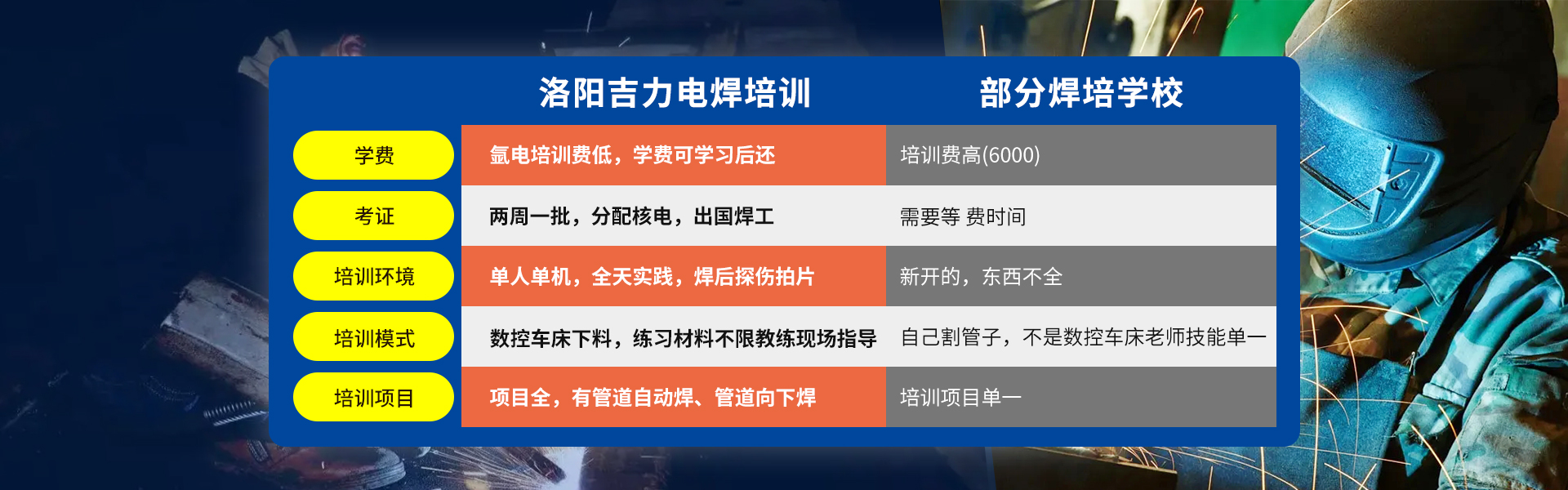
学电焊,高等焊工进修,来洛阳吉利速焊,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱慢:免费安置月薪九千起,出国2W起。考焊工证2周一次,出证快不耽误事!

焊接位置 在平焊位置焊接时,可选择偏大些的焊接电流。横、立、仰焊位置焊接时,焊接电流应比平焊位置小
10%~20%。角焊电流比平焊电流稍大些。
3) 焊道层次 通常焊接打底焊道时,特别是焊接单面焊双面成形的焊道时,使用的焊接电流要小,这样才便于操作和保证
背面焊道的质量;焊填充焊道时,为提高效率,通常使用较大的焊接电流;焊盖面焊道时,为防止咬边和获得较美观的焊缝,使用的电流稍小些。
另外,碱性焊条选用的焊接电流比酸性焊条小 10%左右。
不锈钢焊条比碳钢焊条选用电流小20%左右等。
总之,电流过大过小都易产生焊接缺陷。电流过大时,焊条易发红,使药皮变质,而且易造成咬边、弧坑等缺陷,同时还会使焊缝过热,促使晶粒粗大。
(5)电弧电压 手弧焊时,电弧电压是由焊工根据具体情况
灵活掌握的,其原则一是保证焊缝具有合乎要求的尺寸和外形二是保证焊透。
电弧电压主要决定于弧长。电弧长,电弧电压高;反之,则低。在焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接。所谓短弧是指弧长为焊条直径的 0.5~1.0倍,超过这个限度即为长弧。
(6)焊接速度,在保证焊缝所要求的尺寸和质量的前提下,由焊工根据情况灵活掌握。速度过慢,热影响区加宽,晶粒粗大,变形也大;速度过快,易造成未焊透,未熔合,焊缝成形不良等缺陷。
焊接电流与焊接电压的乘积为焊接功率,焊接功率除以焊接
速度即为焊接的线能量,也就是输人单位长度焊缝的能量。
(7)焊接层数的选择 在厚板焊接时,必须采用多层焊或多层多道焊。多层焊的前一条焊道对后一条焊道起预热作用,而后=条焊道对前一条焊道起热处理作用(退火或缓冷),有利于提高焊缝金属的塑性和韧性。每层焊道厚度不大于 4~5mm。