

电焊培训班
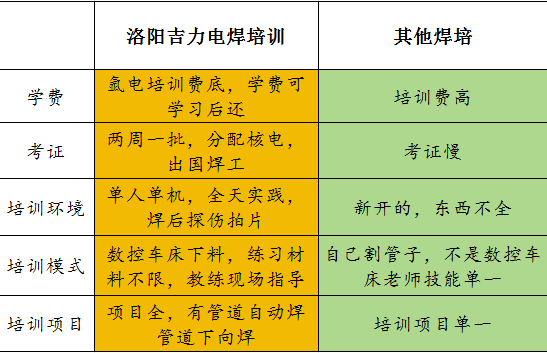
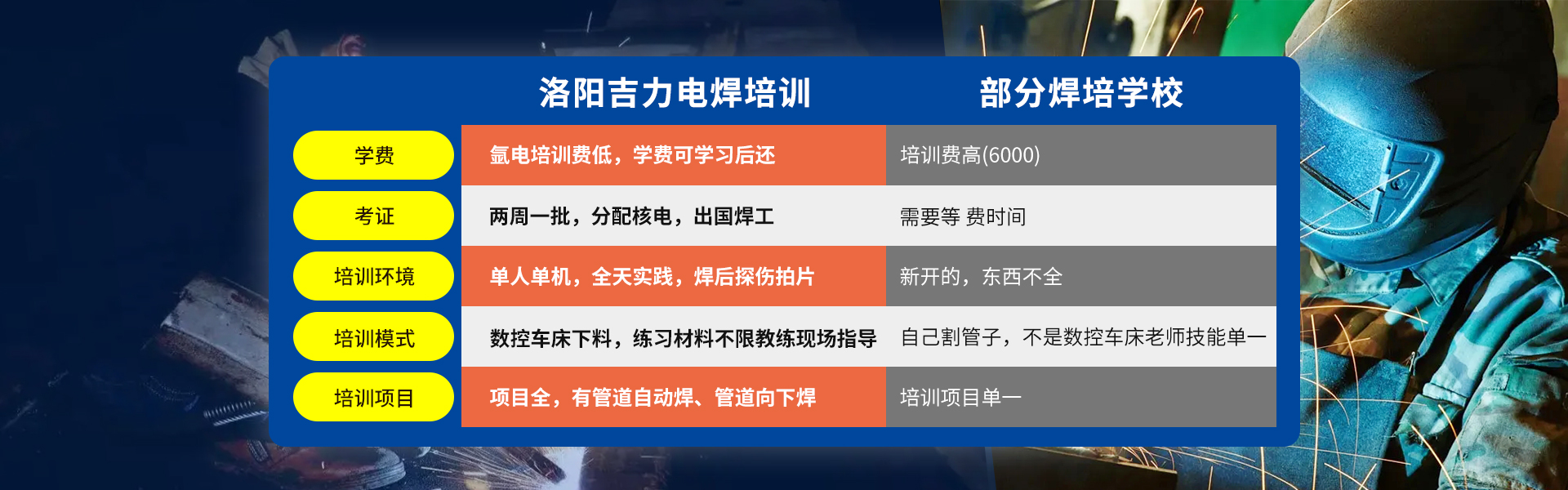
学电焊,高等焊工进修,来洛阳吉利速焊,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱慢:免费安置月薪九千起,出国2W起。考焊工证2周一次,出证快不耽误事!

手孤焊
1. 手工电弧焊的特点
(1)优点
1) 工艺灵活、适应性强;
2) 与气焊及埋弧焊相比,金相组织细,热影响区小;
3) 易于通过工艺调整(如对称焊等等)来控制变形和改善应力;
4)设备简单、操作方便。
2)缺点
1) 对焊工要求高;
2) 劳动条件差;
3)生产率低。
2 手工电弧焊的工艺参数
焊接工艺参数(焊接规范) 是指焊接时,为保证焊接质量而选定的诸物理量。
(1)焊条种类和牌号的选择 主要根据母材的性能、接头的
刚性和工作条件选择焊条,焊接一般碳钢和低合金钢主要是按等强度原则选择焊条的强度级别,对一般结构选用酸性焊条,重要结构选用碱性焊条。
(2)焊接电源种类和极性的选择
手孤焊时采用的电源有交流和直流两大类,根据焊条的性质进行选择。通常,酸性焊条可同时采用交、直流两种电源,一般优先选用交流弧焊机。碱性焊条由于电弧稳定性差,所以必领使用直流弧焊机,对药皮中含有按多稳弧剂的焊条,亦可使用交流弧焊机,但此时电源的空载电压应较高些。
采用直流电源时,焊件与电源输出端正、负极的接法叫极性。
焊件接电源正极,焊条接电源负极的接线法叫正接,也称正极性。
焊件接电源负极,焊条接电源正极的接线法叫反接,也称反极性。
极性的选择原则:1)碱性焊条常采用反接,因为碱性焊条正接时,电弧燃烧不稳定,飞溅严重,噪声大。使用反接时,电弧燃烧稳定,飞溅很小,而且声音较平静均匀。酸性焊条如使用直流电源时通常采用正接;
2)因为阳极部分的温度高于阴极部分,所以用正接可以得到较大的熔深,因此,焊接厚钢板时可采用正接,而焊接薄板、铸铁、有色金属时,应采用反接。
3)焊条直径 “可根据焊件厚度进行选择。厚度越大,选用的焊条直径应越粗,但厚板对接按头坡口打底焊时要选用较细焊条,另外接头形式不同,焊缝空间位置不同,焊条直径也有所不同。如工形接头应比对接接头使用的焊条粗些,立焊、横焊等空间位置比平焊时所选用的应细一些。立焊最大直径不超过 5mm,横焊仰焊直径不超过 4mm。