



二保焊前景好
更新时间:2026-01-28 08:54:25
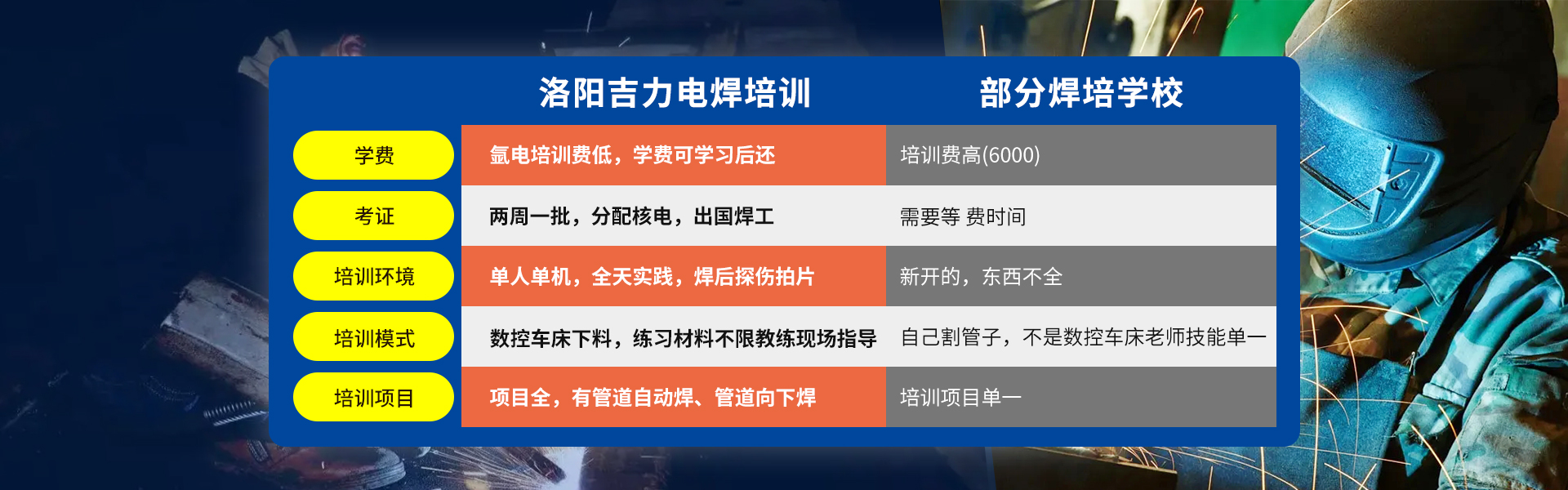
电焊,高等焊工进修,来洛阳吉利速焊,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱学慢:免费安置月薪九千起,出国2W起。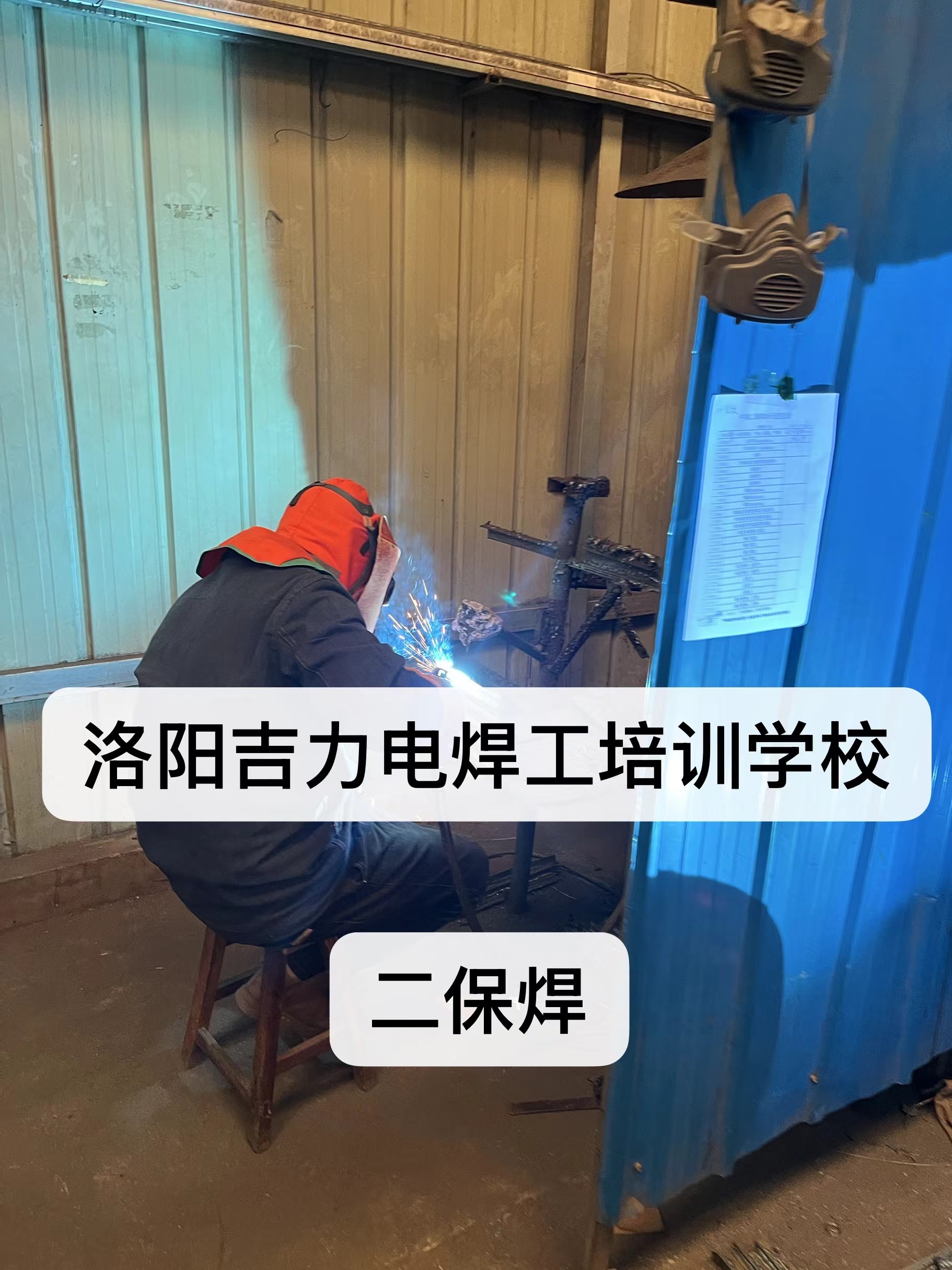
型芯是砂型的一部分,其作用是形成铸件的内腔及妨碍起模的外侧和凸台等。(1)整体式芯盒造芯。造芯时将芯砂填人芯盒紧实后刮平,然后将型芯倒出即可。(2)可拆式芯盒造芯。紧实型芯后,将芯盒拆开方可取出型芯。该造芯方法适于中大整体式芯盒造芯法操作方便,适于制作形状简单的小型芯。
铸造技术1。两箱整模造型操作根据图3-12,端轴架零件的截面由底部起逐渐递减,符合两箱整模造型要求,故采用两箱整模造型。具体步骤如下:(1)造型准备。主要是清理工作场地,备好型砂,模样,砂型及其他工具。(2)安放造型平板,模样及砂箱。(3)填砂和紧实。在已安放好的模样表面上撒一层面砂,在面砂上掺加一层背砂,然后填砂紧实。(4)修整和翻型。刮去砂型上面多余的背砂后,用通气针扎出分布均匀,深度适当的出气孔,将已选好的下砂箱翻转180.(5)修整分型面。用镘勺将分型面模样周围的砂型表面压光修平,撒上分型砂,再用皮老虎吹去落在模样上的分型砂。(6)放置上砂箱,浇冒口模样并填砂紧实。(7)修整上砂型面,开箱,修整分型面。(8)起模。(9)修整。(10)合型。
两箱分模造型操作弯管铸件,应采用两箱分模造型。为了避免模样分开后各部位错位,在模样的分模面上有圆销或方榫等定位装置,分型面也需要有定位装置,以防合型时上,下砂型错位,使铸件产生错箱等缺陷。分模造型的基本过程与整模造型相同,安放造型平台,模样及砂型。把分开的下半模样(带有销孔的一半)安放在造型平板上,放置吃砂量足够的砂箱,进行填砂和紧实。




地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技