

焊工学费多少钱
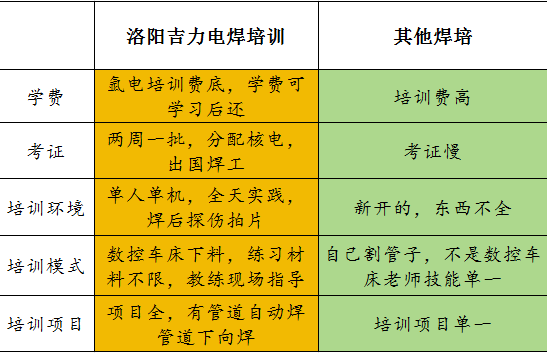
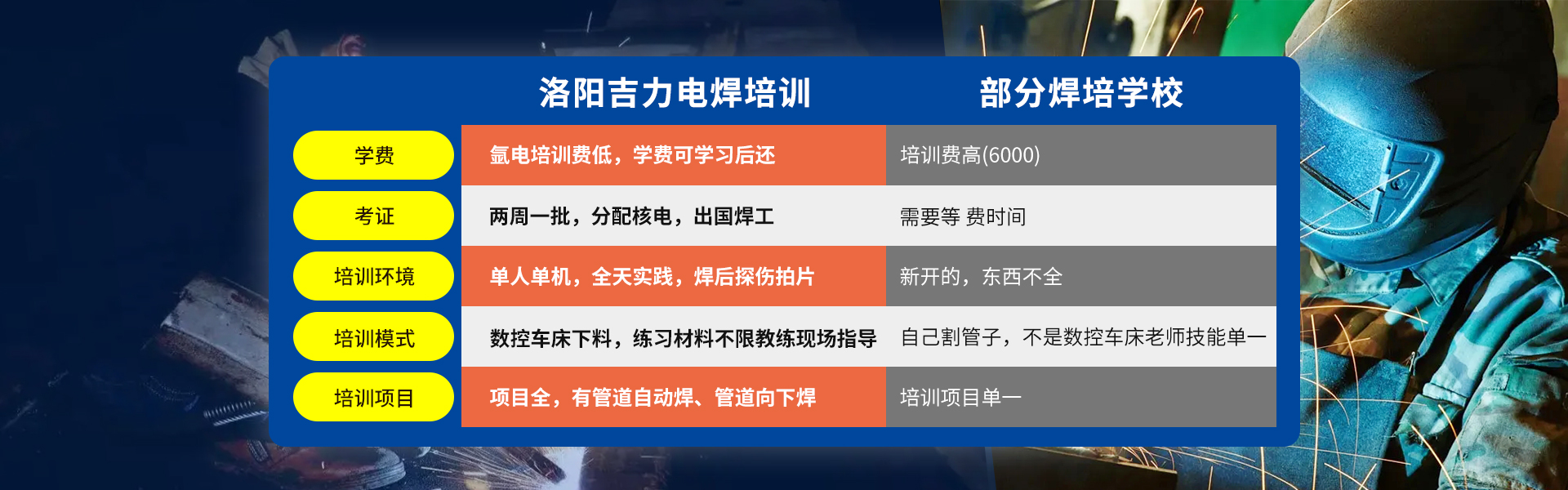
学电焊,高等焊工进修,来洛阳吉利速焊,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱慢:免费安置月薪九千起,出国2W起。考焊工证2周一次,出证快不耽误事!

(2)钨极直径 主要按焊件厚度、焊接电流大小和电源极性来选取鸽极 直径。如果钨极直径选择不当,将造成电孤不稳,钨棒烧损严重和焊缝夹钨。
(3)焊接电流 根据工件的材质、厚度和接头空间位置选择
焊找电流。过大或过小的焊接电流都会使焊缝成形不良或产生焊接缺陷。
(4)电弧电压:电弧电压由弧长决定,弧长增加,焊缝宽度增加,熔深减少,气体保护效果随之变差,甚至产生焊接缺陷。
因此,应尽量采用短弧焊。
(5)氩气流量 随着焊接速度和弧长的增加,气体流量也应增加;喷嘴直径、钨极伸出长度增加时,气体流量也应相应增加。若气体流量过小,则易产生气孔和焊缝被氧化等缺陷,若气体流量过大,则会产生不规则紊流,反而使空气卷人焊接区,降低保护效果。另外还会影响电孤稳定燃烧。可按下式计算氩气流量。
Q=(0.8~1.2)D
式中 Q——氩气流量,L/min;
D——喷嘴直径,mm。
(6)焊接速度 氩气保护是柔性的,当遇到侧向空气吹动或
焊速过快时,则氩气气流会受到弯曲,保护效果减弱。如果适当地加大气流量,气流速度增大,可以减小弯曲程度。因此,氩弧焊时应注意气流的千扰以及防止焊接速度过快。
(7) 喷嘴直径 增大喷嘴直径的同时,应增加气体流量,此时保护区大,保护效果好。但喷嘴过大时,不仅使氩气的消耗增加,而且可能使焊具伸不进去,或妨碍焊工视线,不便于观察操作。因此,常用的喷嘴直径一般取 8~20mm 为宜。
(8) 喷嘴至焊件的距离 这里指的是喷嘴端面和工件间距离,这个距离越小,保护效果越好。所以,喷嘴至焊件间的距高应尽可能小些,但过小将使操作、观察不便。因此,通常取喷嘴至焊件间的距离为 5~15mm。