

洛阳吉利速焊学校:K-TIG 深熔氩弧焊真的那么厉害吗?
洛阳吉利速焊学校
原因
在管道和压力容器产品的生产中,中厚板碳钢和不锈钢焊接非常广泛。根据实际生产情况,最常用的埋弧焊、氩弧焊和等离子三种焊接工艺。但这三种常规工艺都有很大的局限性。
埋弧焊:无法实现单面焊双面成型,必须反面气刨清根,生产效率低
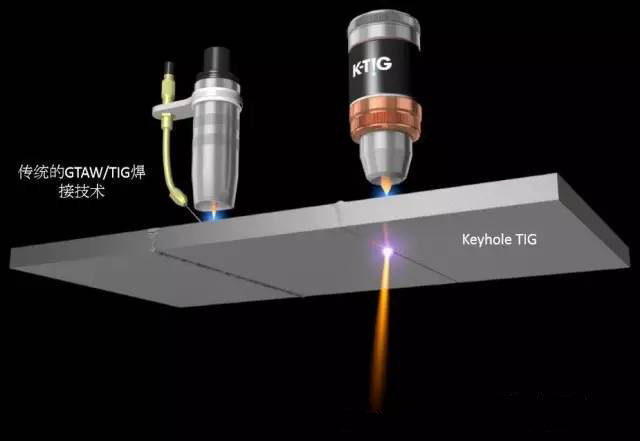
氩弧焊:熔深浅,熔敷率低,必须开坡口多层多道焊,生产效率低
等离子:设备要求高,对工件组对要求高,表面焊道窄,系统性价比低
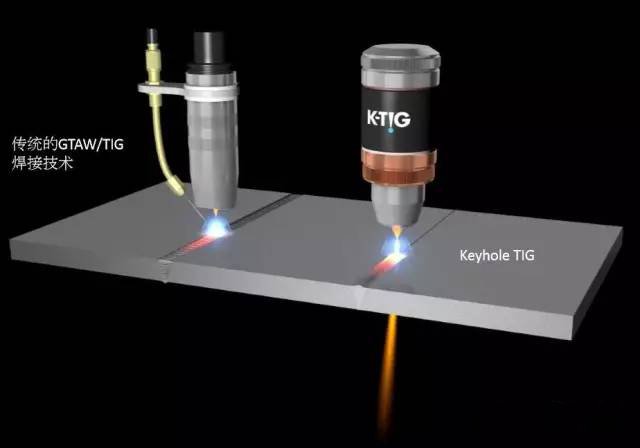
针对传统工艺存在的局限性,结合了等离子和氩弧焊的优点,已经研究开发出K-TIG焊接工艺,即锁孔高效熔深氩弧焊。
K-TIG 深熔氩弧焊介绍
K-TIG 深熔氩弧焊是一种新型的自动氩弧焊焊接系统。高效深熔弧焊与小孔等离子焊接的原理有本质区别,等离子焊接需要压缩电弧,焊接能量密度很高,而高效深熔弧焊焊接电弧不经过压缩,主要是靠电流形成的电弧力与液体金属静压力、表面张力保持熔池的动态平衡。
这种动态平衡的保持是高效深熔弧焊焊接工艺的关键,所以高效深熔氩弧焊是焊接特殊金属(熔融金属粘度大)中厚板的理想方法。
由于这种焊接方法的物理机制,它非常适合焊接低热传导的材料,如不锈钢、镍基合金、钛合金、锆合金及钴合金等。这些较贵的金属要求高的焊缝质量和成形,高效深熔氩弧焊焊接能提供高的焊接质量和效率,其焊缝为100%的母质层,没有多条融合线,完全消除了夹渣、气孔以及常见的焊缝缺陷。高效深熔弧焊的无波纹焊接熔池保证了盖面层与打底层的超高质量,完全不需要背面清根、表面抛光与打磨。
k-TIG焊接系统功能特点
1.焊接实现自动化。
2.操作简单。
3.焊接速度快,速度是普通TIG/GTAW的5-10倍以上。
4.在一定厚度下,焊接工件不用开坡口,能实现单面焊双面成型,焊缝美观,变形量小,背面不用清根。
5.背面焊缝宽度2-3毫米,正面焊缝宽度通常为板厚度的1.5倍左右。
6.单面焊双面成型,不需开坡口和添加焊材便可实现凸焊缝,必要时可同步盖面。
7.焊接容错率高,在一定厚度下,焊接工件的间隙及错边量可达2毫米。
8.焊接包括碳素合金钢,不锈钢,钛合金,镍基合金钴合金和锆等材料,能保证超常的焊接速度和质量。
9.焊接效率高,能耗低。
10.设备维护成本低。

典型应用情况
总的来看,深熔氩弧焊在16mm钛,14mm锆,13mm奥氏体不锈钢,哈氏合金,镍铬铁合金和各种镍钴合金以及9mm导电材料(如铁素体钢和碳钢)中实现了单面焊双面成型。
在焊接速度为250-300mm/min时,可以一次焊透14mm以下不锈钢,接头形式为平板对接不填丝焊。
如果焊接3mm的不锈钢板,其焊接速度高达1m/min,由于k-TIG焊的热输入较大,一般采用平焊位置施焊,无需开坡口,焊接时一般不用添加焊丝。但总的来说,目前焊接薄板确实不是很理想,难以获得动态平衡的穿透性熔池,难以获得稳定的焊接过程,工艺参数区间窄。




12mm钛合金焊缝(正面)
咨询联系:15538876654(同微信)