

氩弧焊培训哪家好
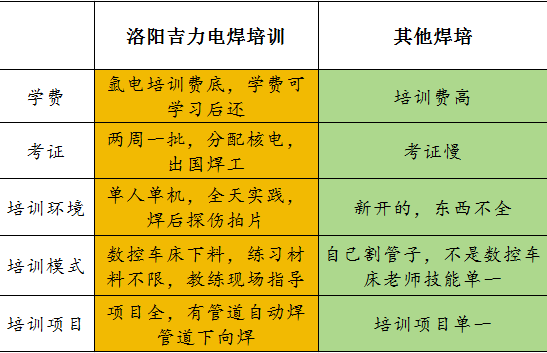
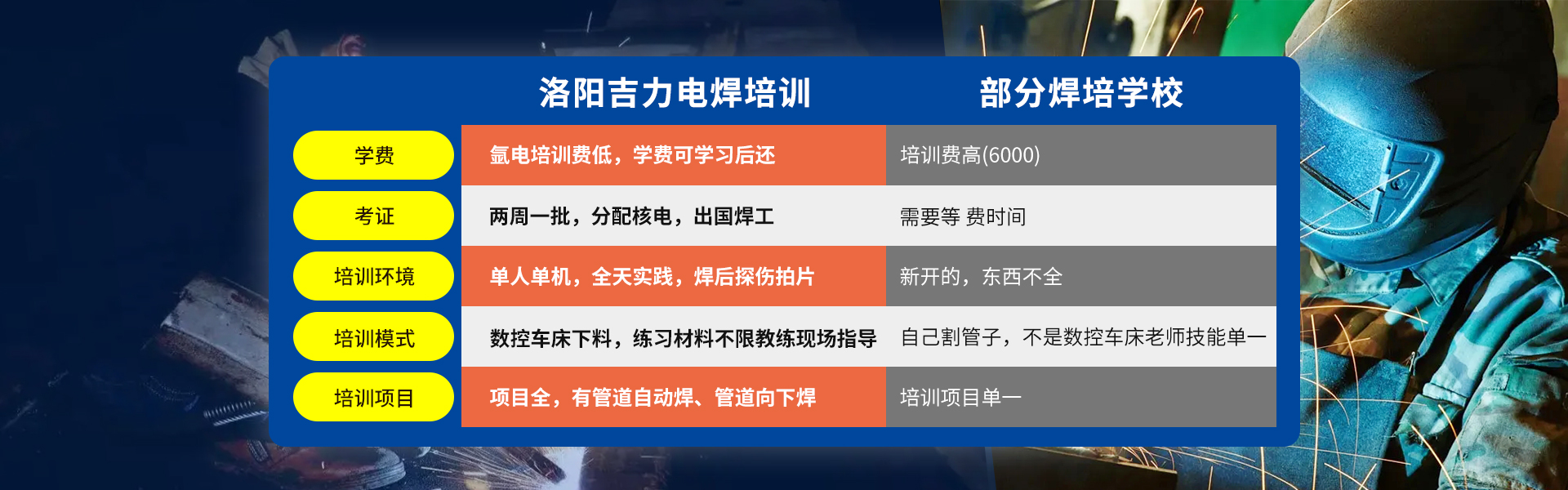
学电焊,电焊工培训学校,电焊工证怎么选?来河南洛阳吉利速焊培训学校费用低:管道氩电联学习3800元一个月(别的学校都6/7千)技术高:学了高级管道下向,管道自动焊毕业分配别的学校做焊培老师(他们都没见过)没有钱:(先学习毕业后交学费)挣钱慢:免费国外安置月薪2万起。考焊工证一周一次,出证快不耽误事! 
焊缝厚度与焊接熔池形状,焊接时要缩短焊条每次接弧时的上提距离要求采用此种方法进行焊接的目的是为了减慢焊接速度,增加焊条在单位长度的焊缝中的燃弧次数和缩短焊条对焊缝焊接熔池的每次燃弧时间,达到准确控制燃弧时对单位长度焊缝填充的金属量和焊接熔池的温度。焊条在每次接弧后保持均匀上提距离时,焊条利用较短的燃弧时间来完成焊缝的填充金属量和焊条输入到焊接熔池中的热量,使焊缝成型厚度和焊接熔池的形状达到要求。焊瞧坡口深、焊条每次焊健坡口线,焊条每皮楼狐时的上拥距离短接狐时的上提距离长焊条每次接弧时的上提距离(a)坡口深时,焊条接弧时的上提距离:(b)坡口浅时,焊条接弧时的上提距离焊缝坡口浅,焊缝在单位长度的焊缝中,需要填充的金属量小,焊缝成型薄。焊条每次燃弧后,焊条再次接弧进行焊接。为了达到要求的填充焊缝厚度与焊接熔池形状,焊接时要延长焊条每次接弧后的均匀上提距离。
要求采用此种方法进行手工电弧单面焊双面成型实用方法焊接的目的是为了在单位长度的焊缝中加快焊费速度,减少焊条在单位长度的焊缝中的燃弧次数和缩短焊条对焊缝焊接熔池的每次燃弧时间,以保证焊条燃弧时对单位长度的焊缝填充的金属量和控制焊接熔池温度不过高。当焊条在每次接弧后保持的均匀上提距离时,焊条利用较短的燃弧时间完成焊缝的填充金属量和输人到焊接熔池中的热量,使焊缝成型厚度和焊接熔池的形状达到要求。
焊接熔池的温度变化控制,主要是利用焊条每次间断焊接的时间长短控制焊条燃弧时对焊接熔池输人的热量,使形成的熔池形状能够始终保持一致进行焊接。
其实,焊条每次熄弧时间长短,准确地说是在液态金属熔池转变为固态金属的一瞬间时,焊条再次接弧进行下一点焊接最为合适。这就是焊条每次熄弧后,焊条间断焊接的准确时间。如果采用断弧焊法的焊接过程中,能够准确地掌握焊条间断焊接的时间,那么就能控制熔池温度,从而使焊接熔池形状能够始终保持在一个规范形状内进行焊接,而不会由于焊接熔池的温度的高低影响使熔池形状变形的情况。