


二保焊焊工培训班
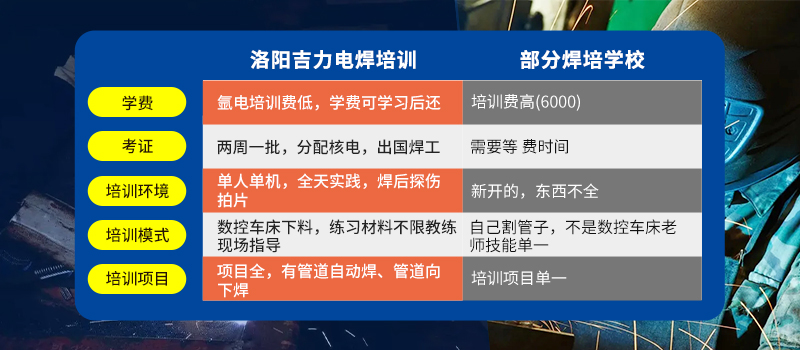
电焊,高等焊工进修,来洛阳吉利速焊,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱学慢:免费安置月薪九千起,出国2W起。
一般TIG能焊接的大多数金属,均可用等离子弧焊接,如碳钢,低合金钢,不锈钢,铜合金,镍及其合金,钛及其合金等。低熔点和沸点的金属如铅,锌等,不适于等离子弧焊。适用的焊接位置手工等离子弧焊可全位置焊接,自动等离子弧焊通常是在平焊和横焊位置上进行。等离子弧焊很适于焊接薄板,不开坡口,背面不加衬垫,单面焊一次能焊透金属的厚度。等离子弧焊与切割厚板,并要求单面焊反面成形的封底焊缝的焊接时采用等离子弧焊。
等离子弧焊基本分类方法。按焊缝成形原理分类等离子弧焊有三种基本类型:小孔型等离子弧焊,熔透型等离子弧焊和微束等离子弧焊。小孔型等离子弧焊。小孔型焊又称穿孔,锁孔或穿透焊。它是利用等离子弧能量密度大和等离子流力强的特点,将工件完全熔透并产生一个贯穿工件的小孔。被熔化的金属在电弧吸力,液体金属重力与表面张力相互作用下保持平衡。焊枪前进时,小孔在电弧后方锁闭,形成完全熔透的焊缝。穿孔效应只有在足够的能量密度条件下才能形成。板厚增加所需能量密度也增加。由于等离子弧能量密度的提高有一定限制,因此小孔型等离子弧焊只能在有限板厚内进行。
熔透型等离子弧焊。当离子气流量较小,弧抗压缩程度较弱时,这种等离子弧在焊接过程中只熔化工件而不产生小孔效应。因焊缝成形原理和钨极氩弧焊类似,此种方法也称熔人型或熔触型等离子弧焊。它主要用于薄板加单面焊双面成形及厚板的多层焊。微束等离子弧焊。焊接电流在30A以下的等离子弧焊称为微束等离子弧焊接。为了保持小电流时电弧的稳定,一般采用小孔经压缩喷嘴及联合型电弧。即焊接时存在两个电弧,一个是燃烧于电极与喷嘴之间的非转移弧,另一个为燃烧于电极与焊件间的转移弧。前者起着引弧和维弧作用,使转移弧在电流小至0.5A时仍非常稳定;后者用于熔化工件。
按焊接电流范围分类焊接电流目前尚没有明确划分界线。有人以30A为分界,小于它为微束等离子弧焊,大于它通称大电流等离子弧焊。但又有人把使用电流分得更细,分为大,中,小三种类型。其他分类方法除上述分类外,近来也有按所用电极分类,如非熔化极等离子弧焊和熔化极等离子弧焊;按所用电流类型分类,如直流,交流和脉冲等离子弧焊。

洛阳吉利速焊教育公司
报名电话:15538876654
地址:河南省洛阳市吉利区南陈村站牌向西200米
版权所有:洛阳吉利速焊教育公司
技术支持:恒凯科技
